三墾變頻器在FDY高速紡機上的應用
發布時間:2019-06-18 15:51:25來源:

設備參數:
永磁同步電機: 2P 270Hz
三相220V交流輸入
額定電流15A
速度傳感器: 4p/r 電壓輸出形式
摩擦輥直徑: 126mm

關于速度傳感器
PG脈沖輸入范圍為50-2048p/r,測速傳感器為4p/r。以cd156所設定的數值進行內部倍率換算。
關于邏輯控制的切換
以一臺PLC作為核心控制單元,控制v/f與PID,升速及換軸等信號的邏輯切換,并以PLC接收的傳感器信號經計算轉換后作為線速度的顯示。
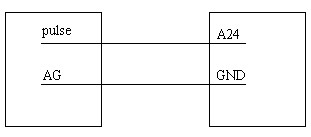
該速度傳感器為電壓輸出,電壓幅值在 DC13V左右,其接線方式如下:
系統構成
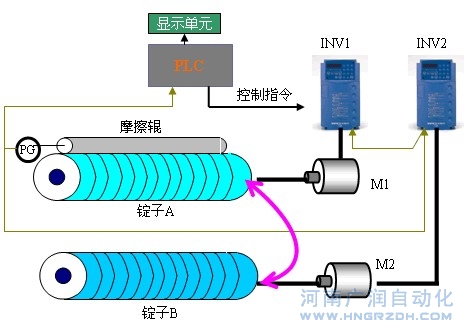
圖1 控制結構圖
關于線速度恒定控制
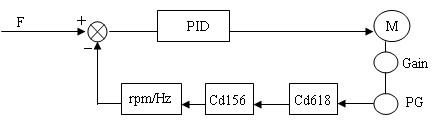
隨著紗錠卷徑的增加,以PG反饋來進行PID模式控制,獲得恒定線速度。
Cd071=3 選擇內置PID控制模式
Cd120=99 選擇以PG作為PID控制模式的反饋信號
Cd155=1 選擇PI的正負增益功能
如下圖,輸入變頻器的運轉指令,V/F控制結束,開始PID控制,指令頻率與反饋頻率的偏差值經過PID運算,輸出頻率讓反饋信號跟蹤指令值不斷變化,實現恒定線速度自動過程控制。考慮到在收卷的工藝過程中,隨著卷徑增大,角速度W的減小,正負偏差的調節量不同,通過軟件用戶化功能,引進PI的正負增益功能,達到優化調節的目的
增加卷繞曲線的控制
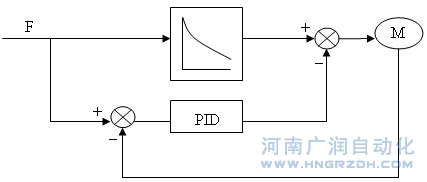
在線速度的控制過程中,將卷繞速度預測的圖形運轉作為基本控制,用以減小PID的補償量,使控制過程更早地趨向于穩定。
只要事先根據工藝要求輸入設定卷繞開始頻率、結束頻率、卷繞所需時間,作為對卷粗現象的輸出頻率預測圖形,進行自動計算。
可以預先設定4種圖形,通過外部端子信號予以選擇。
參數設定
指令碼 設定值 指令碼 設定值
Cd005 200 Cd120 99
Cd006 90 Cd122 0.4
Cd007 190 Cd123 0.8
Cd029 130.53 Cd155 1
Cd030 179.89 Cd156 10
Cd031 180.21 Cd157 0.4
Cd033 177 Cd158 0.8
Cd034 178.77 Cd605 2
Cd071 3 Cd618 84
Cd101 6
結束語

本系統采用SAMCO-vm05作為驅動單元,提供了類似之高速卷繞設備的完美解決方案,具有以下優點:
目標速度在運行中可根據張力信號的大小予以調整
PID過程控制與PLC邏輯控制的有效結合,依據工藝要求,完成多檔速及控制模式的切換,使復雜的控制變得簡單
內置PID與卷繞曲線的結合,使控制精度穩定在1‰以內
控制集成度高,依靠變頻器自身構成速度閉環,無需額外調節器。
穩定可靠,設備維護量小