臺達變頻器在金屬絲放卷控制上的應用
發布時間:2019-08-05 10:01:50來源:
臺達變頻器在金屬絲放卷控制上的應用
1 引言
在電工機械制造行業,金屬線纜收放卷設備作為基礎工藝裝備使用得非常廣泛。金屬線纜收放卷是確保產品質量和成品外觀的重要工藝過程,線纜的收放卷設備要求能工藝過程保持線纜張力的穩定。傳統的力矩電機+驅動控制器或磁粉離合器等恒張力控制方案存在維護成本和控制精度等方面的問題。隨著變頻器功能的完善以及對異步電動機控制逐步成熟,變頻器在恒張力控制上的優勢越來越明顯,日益成為恒張力控制工藝的基本自動化控制技術。本文以臺達變頻器在某線纜設備廠的焊絲層繞機上的應用為例,詳細介紹臺達變頻器在恒張力控制技術。
2 變頻器恒張力控制系統(歡迎來電咨詢 河南廣潤自動化設備有限公司 網址:m.cntjjp.com.cn 手機:15515598858 )
2.1 工藝自動化原理設計
圖片1機器為浙江某線纜設備廠生產的焊絲層繞機,主要的作用是將大棍的金屬線棍整齊的分裝排列成為小棍的金屬線棍,排線恒張力控制是工藝穩定的基本自動化環節。

圖1 線棍排線分裝機組
系統結構圖如圖2所示,由三大部分組成:放卷機構,張力調節機構,以及收卷機構。目前整臺設備由臺達EH系列PLC來控制,工藝參數由臺達觸摸屏設置。
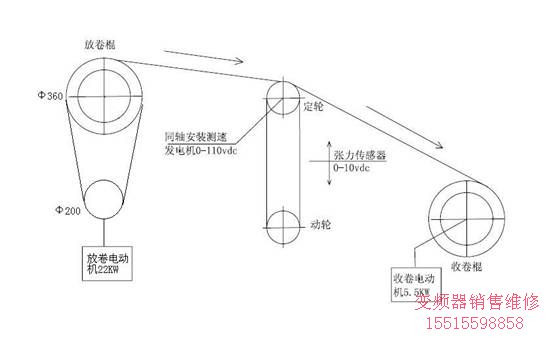
圖2 排線工藝自動化原理
(1)收卷驅動。收卷機構中使用5.5kw電機+VFD055B43通用型矢量控制高性能變頻器來完成收卷動作,變頻器的運行頻率命令由plc來給定,排線采用臺達伺服完成。
(2)張力調節。張力調節機構中采用氣壓來控制張力大小,絲線纏繞在兩個滾輪上4圈;滾輪同時帶動一個測速發電機,當比較高線速度為25m/s時,測速發電機電壓輸出110vdc,再通過一個分壓電阻轉換為10vdc提供給plc作為線速度來源信號;兩個滾輪間比較大行程為750mm,行程發生變化時能夠提供0-10vdc的電壓信號作為實際張力大小的反饋量。
(3)放卷驅動。原放卷機構采用直流電機+歐陸590調速器來實現,運轉信號和張力大小由plc來給定;放卷棍比較大卷徑為760mm,比較小卷徑350mm,機械減速比1:1.8(電機側滾輪直徑為200mm,負載側滾輪直徑為360mm)。本設計使用臺達卷取工藝客制化專用變頻器VFD220B43W來替換歐陸590直流調速器做放卷控制,這樣除了能夠省去直流電機的高維護成本,還能夠提高比較高線速度(直流調速時為被動放卷,比較高線速度18m/s;改為變頻器做主動放卷,比較高線速度25m/s),從而提高工作的效率。
當線速度達到比較高25m/s時,收卷變頻器比較高頻率需要工作到99Hz;目前收卷變頻器的加速時間為30s,減速時間為20s。放卷電機為22kw,采用220B43W變頻器來驅動,沒有使用編碼器,通過計算,放卷變頻器的比較高工作頻率設置在100hz就能夠滿足要求。
由于臺達BW系列變頻器具有收放卷專用控制功能,不需要依靠PLC就能夠完成恒張力控制,具有自動卷徑計算以及PID自動調整功能,所以在此系統中能夠獨立完成對放卷動作的控制,取代直流調速。
2.2 基于臺達變頻器的張力控制
基于臺達變頻器的張力控制系統設計如圖3所示。具有收放卷專用控制功能變頻器VFD220B43W的AVI端子接受張力棍的張力輸入信號,經過變頻器內部的預設張力平衡參數比對計算,對張力誤差做出放卷速度的獨立張力實時控制。
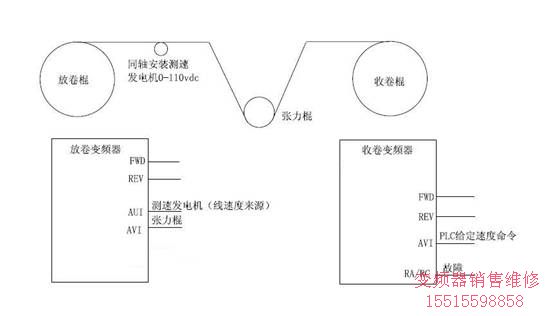
圖3 收放卷專用控制型變頻器張力控制系統
3張力變頻器參數調試
3.1 預設基礎參數
將電機銘牌上的參數寫入到變頻器內部(額定頻率,額定電壓,額定電流);將比較高操作頻率設置為100hz;將控制模式改為恒張力控制模式;(10-21);將外部機械齒輪比設置到參數中;(10-23電機側軸端轉盤直徑/10-24負載側軸端轉盤直徑);設置線速度來源以及張力反饋來源;(10-37/10-27);設置張力平衡點位置;(10-26);根據外部反饋的實際張力信號,來選擇是正反饋還是負反饋;(10-35);根據實際情況設置比較大卷徑,比較小卷徑,以及當前卷徑;(10-43/10-44/10-54)
3.2 調整線速度
先設定好比較高線速度。由于此系統中線速度是通過測速發電機提供,而其信號比較高為110VDC,所以在實際運轉過程中需要接入一個分壓電阻將信號轉為10VDC,客戶端選用的分壓電阻為可旋電阻,所以每次新設備調試都需要重新調整電阻位置。線速度調整是否正確可以通過實際運行過程中計算出來的當前卷徑是否和實際相符來判斷,如果兩者相差很大,表示電阻位置不正確,需要重新調整。(10-38)
3.3 PID閉環參數
在正確線速度的前提下,分別在滿卷徑和空卷徑時選擇合適的P/I/D值,如果滿卷徑和空卷徑選擇的數據相差不大,可以共用一組PID參數;如果兩者相差很大,可以將兩組PID參數都設置進去,然后選擇PID調整方式為根據卷徑自動調整法。(一組PID時設置參數為10-29/10-30;如果設置兩組PID參數,則大卷徑參數為10-32/10-33,小卷徑參數為10-29/10-30,此功能通過10-28=0/2來選擇)。
3.4 參數調試表(歡迎來電咨詢 河南廣潤自動化設備有限公司 網址:m.cntjjp.com.cn 手機:15515598858 )
具體參數設置總結參見表1。
表1 具體參數設置
01-00 | 0100H | Max output freq | Hz | 100.00 | ||||||
01-01 | 0101H | Max volt freq | Hz | 50.00 | ||||||
01-02 | 0102H | Max output volt | V | 380.0 | ||||||
01-04 | 0104H | Mid-point volt | V | 8.4 | ||||||
01-05 | 0105H | Min output freq | Hz | 0.10 | ||||||
01-06 | 0106H | Min output volt | V | 6.4 | ||||||
01-09 | 0109H | Accel time 1 | sec | 0.5 | ||||||
01-10 | 010AH | Decel time 1 | sec | 0.5 | ||||||
01-14 | 010EH | Jog freq | Hz | 0.60 | ||||||
02-01 | 0201H | 1st CMD source | 1 | |||||||
02-02 | 0202H | Stop method | 1 | |||||||
04-18 | 0412H | AUI REV motion | 2 | |||||||
04-19 | 0413H | AVI input delay | sec | 0.10 | ||||||
04-21 | 0415H | AUI input delay | sec | 0.10 | ||||||
06-01 | 0601H | OCA stall level | % | 250 | ||||||
06-02 | 0602H | OCN stall level | % | 250 | ||||||
09-00 | 0900H | Comm address | 11 | |||||||
09-04 | 0904H | Comm protocol | 5 | |||||||
10-21 | 0A15H | Tens cntrl sel | 1 | |||||||
10-23 | 0A17H | Mech GearA | 200 | |||||||
10-24 | 0A18H | Mech GearB | 360 | |||||||
10-26 | 0A1AH | Reel PID Ref set | 40.0 | |||||||
10-27 | 0A1BH | Reel PID fbk sel | 0 | |||||||
10-28 | 0A1CH | Reel PID adjust | 2 | |||||||
10-29 | 0A1DH | Reel PID1 P gain | % | 9.0 | ||||||
10-30 | 0A1EH | Reel PID1 I gain | sec | 18.00 | ||||||
10-32 | 0A20H | Reel PID2 P gain | % | 5.0 | ||||||
10-33 | 0A21H | Reel PID2 I gain | sec | 70.00 | ||||||
10-37 | 0A25H | Line speed sel | 3 | |||||||
10-38 | 0A26H | Max line speed | m/m | 1500.0 | ||||||
10-41 | 0A29H | Present Lsp | m/m | 325.5 | ||||||
10-43 | 0A2BH | Max Reel diame | mm | 800 | ||||||
10-44 | 0A2CH | Empty Reel diam | mm | 300 | ||||||
10-52 | 0A34H | Diameter filter | sec | 4.00 | ||||||
10-54 | 0A36H | Present diam | mm | 325 | ||||||
10-66 | 0A42H | ReelPID fbk up | % | 90.0 | ||||||
10-67 | 0A43H | ReelPID fbk low | % | 10.0 | ||||||